



We would now like to estimate the energy costs in the following with the help of an example.
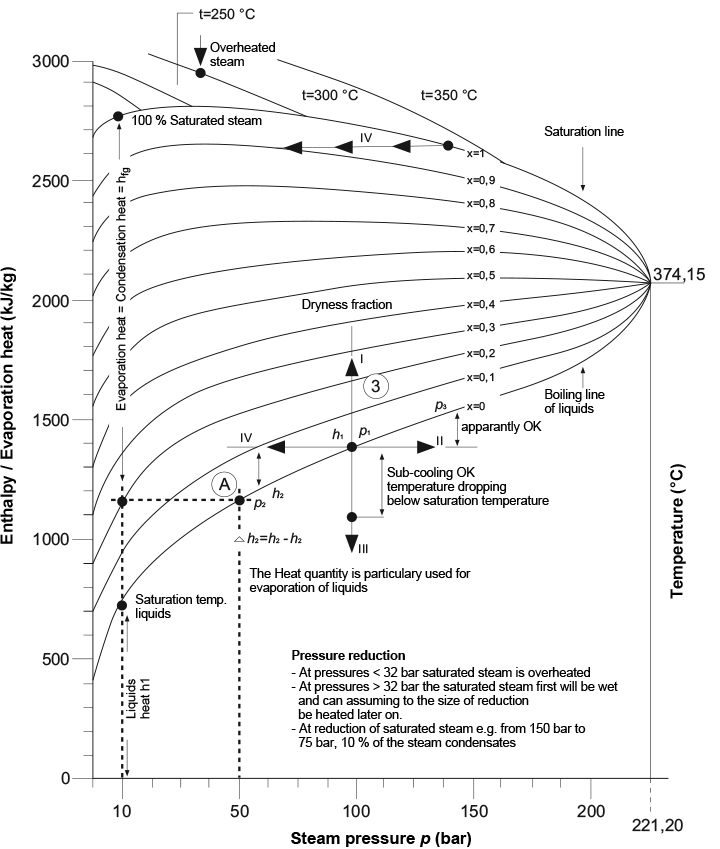
Steam boiler for 10 bar steam (hf = 2776 kJ/kg)
Efficiency of the boiler plant: 90 %
Condensate return: 100 % (T = 100 ºC, hf = 420 kJ/kg)
Calorific value of natural gas: 31.65 MJ/m
The gas consumption for one tonne of steam is therefore calculated as follows:
![]()
If only 50 % of the condensate is returned, the consumption is increased to:
![]()
The steam costs are thus 8.9 % higher than if the entire condensate is returned. The enthalpy of the cold make-up water is disregarded in this calculation for the sake of simplicity. No account is taken of any of the incidental costs for water (water costs, effluent treatment costs, depreciation, etc.). If no condensate is returned, then 97.6 m3 of natural gas is necessary to produce one tonne of 10 bar steam.
![]()
In reality, this calculation should be based on 50 % condensate return and a feedwater temperature of 10 ºC, for example.
In this case, the gas consumption would be:
![]()
If one tonne of condensate with a temperature of 100 ºC is not returned, the energy loss is as follows, assuming a boiler efficiency of 90 %:
![]()
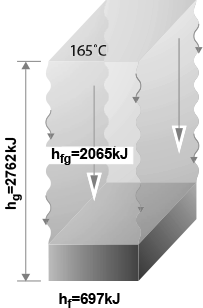
The energy of the condensate from 5 bar steam (152 ºC, hf = 640 kJ/kg) is equivalent to 22.5 m3 of natural gas for a boiler efficiency of 90 %.